
Бочка фанерная прессованная

Бочка фанерная прессованная, штампованная, — в отличие от массивной многоклёпочной (см. Бондарная тара) состоит из 5 деталей: 3 клёпок остова и 2 доньев строго одинаковых размеров, что достигается применением стандартных матриц.
Бочки фанерные прессованные выпускались ёмкостью 50 л с остовом, состоящим из 3 или 5 слоёв шпона, с доньями из 5 слоёв. В таких бочках перевозили сгущённое молоко, маргарин, повидло и другие продукты густой консистенции, а также сухие товары. Бочка фанерная прессованная изготовляются из берёзы, ольхи, липы, осины — для рубашек (наружных слоев); из ели — для внутренних слоёв. Технологический процесс производства фанерных прессованных бочек отличалось от производства фанеры клееной тем, что вместо плоских плит гидравлического пресса, применявшихся для выработки клееной фанеры, в данном случае применялись особые матрицы (прессформы), поверхность и размеры которых соответствовали заданным размерам и форме клёпки остова. Прессование происходило сухим горячим способом при температуре матриц 130° и удельном давлении 27—29 кг/см² в центре клёпки, после чего клёпки и донья остывали в течение 25—30 минут. Затем клёпку обрезали на кромкофуговальном станке, а донья — на донновырезном. Преимущества фанерной прессованной бочки перед многоклеточными массивными бочками заключаются в возможности использования для их изготовления сырья низкого качества, почти вдвое меньшем расходе сырья, более низкой стоимости, меньшем весе и стандартности деталей, что позволяло хранить и перевозить эти бочки в разобранном виде — в пачках. Благодаря малому объёму в разобранном виде фанерные прессованные бочки очень удобны для некоторых заготовителей, которые на обратном пути нуждаются в таре.
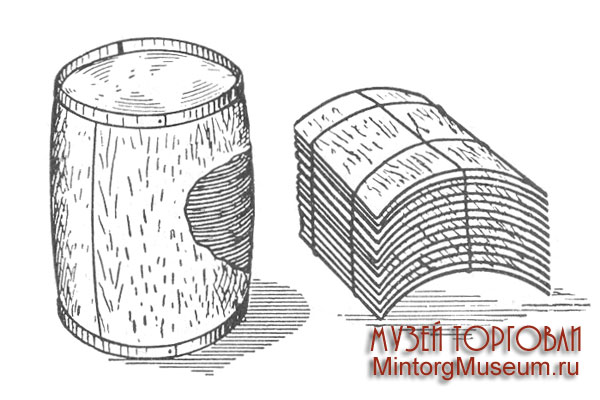
Бочка фанерная прессованная и ее детали
Сборка фанерных прессованных бочек проста, не требует особой квалификации и поэтому всегда производится на месте затаривания продукции, для чего 3 клёпки остова неплотно скрепляют уторным обручем, переворачивают остов, лёгким постукиванием молотка вставляют в уторный паз дно выпуклостью внутрь бочки, после чего первый обруч осаживают на место, надевают пуковый обруч, а затем и шейный — при 6 обручах. После набивки 2—3 обручей на одну сторону и 1—2 обручей на другую бочку наполняют продукцией, ослабляют верхний пуковый обруч, вставляют второе дно выпуклостью внутрь, надевают шейный обруч, а затем и уторный; после чего все обручи осаживают до отказа, и бочка готова к отправке. При затаривании продукции через наливное отверстие в верхнем дне на бочку надевают все обручи, предварительно эмалируют (парафинируют), а затем наполняют продукцией.
В соответствии с ГОСТ 5958—51 на бочки фанерные прессованные для сгущённых и сухих молочных продуктов и яичного порошка, ёмкостью 50 л, клёпки остова и донья изготовлялись из 5 слоёв шпона, склеенных казеиновым или альбумино-казеиновым клеем. Рубашки клёпки и доньев не должны были иметь вмятин, задиров, бахромы, пузырей и разрывов. Прохождение клея допускалось только на наружной рубашке для бочек 1-го сорта (для сгущенных молочных продуктов) и на обеих рубашках — для бочек 2-го сорта, в том и другом случаях на площади, не превышающей 1/10 поверхности клёпки или дна. Кромки клёпок остова должны были быть прифугованы одна к другой по всей длине, а торцы — чисто обрезаны; донья должны были быть одинакового диаметра, фаски — ровные, чистые, без сколов. Бочка стягивалась 2 уторными обручами, 2 шейными и 2 пуковыми, симметрично расположенными на бочке и развальцованными по её форме. В бочках, предназначавшихся под сгущённые молочные продукты, в одном из доньев высверливалось наливное отверстие диаметром 40 мм. Большой диаметр конической пробки должен был на 5 мм превышать диаметр наливного отверстия.
Бочки фанерные прессованные со сгущёнными молочными продуктами транспортировались водным путём не разрешалось.
Бондарная тара
Бочка древесноволокнистая